

Value Stream Mapping- Il flusso informativo
Value Stream Mapping- Il flusso informativo
Eccoci ritrovati al terzo capitolo della serie dedicata alla mappatura del flusso del valore.
Oggi, parleremo di come si integra il flusso informativo dell’azienda con il flusso fisico; quindi, detto in parole povere di come le informazioni arrivano in officina.
Come abbiamo già indicato e ripetuto più volte negli scorsi articoli, uno dei principi fondamentali del Lean Thinking è che il flusso fisico comanda sul flusso informativo; spesso però, prima di ogni trasformazione Lean, il concetto applicato è esattamente il contrario e quindi si pensa di ottenere un’officina efficiente semplicemente impartendo informazioni dall’alto.
Questo, è uno scatto di mentalità che soprattutto la direzione deve digerire e fare propria.
Purtroppo, l’esperienza più comune, chi più chi meno, che ogni azienda si trova ad affrontare è sicuramente quella dell’introduzione di un software di avanzamento della produzione, capace (secondo soprattutto chi lo sponsorizza ?) di risolvere tutti i problemi e di tenere sotto controllo la situazione.
Risultato: uno strumento in più da gestire che emette un enorme quantità di dati eterogenei e inutili.
E’ chiaro, o almeno dovrebbe esserlo, che, finché non si ottiene un processo stabile, capace di dare risposte ripetibili nel tempo, l’introduzione di ogni tipo di software, non è altro che lavoro in più da accollare sia al responsabile che all’operatore.
Fatta questa premessa, per capire meglio il motivo per il quale si parte sempre dal campo per eseguire una mappatura del processo, entriamo nel pratico.
Prendi carta e penna e passa una giornata (o il tempo che ritieni necessario) a fianco dei tuoi colleghi e inizia a descrivere passo dopo passo cosa succede dall’arrivo dell’ordine del cliente alla messa in produzione passando per l’approvvigionamento dei materiali.
Chiedi ogni passaggio e annotati chi fa cosa, quando lo fa e in che modo lo fa (se per telefono, per mail o altro strumento di comunicazione).
Una volta che la descrizione e la panoramica ti sembra completa inizia a schematizzarla; uno strumento molto utile, di cui non mi dilungherò nella descrizione è il Makigami. Questo disegno, ti mostrerà tutti i corti circuiti e i passaggi inutili che l’informazione attraversa prima di arrivare a destinazione.
Tutto questo, poi, si integra con la mappatura del flusso fisico (utilizzando la simbologia idonea della VSM) che abbiamo costruito precedentemente.
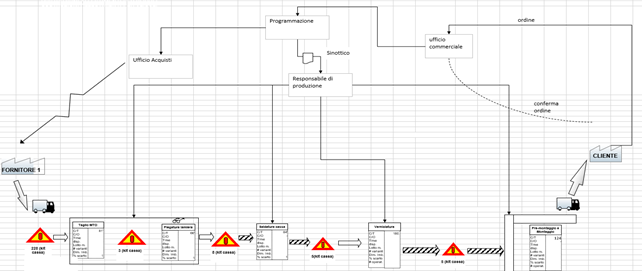
Nella foto, è riportata la mappatura del flusso informativo per il processo analizzato nel capitolo 1 (Current State Map).
Si evince facilmente come la funzione del responsabile di produzione programma continuativamente; all’arrivo di ogni ordine in ogni reparto singolarmente, creando sicuramente disordine e dimostrando la non sincronizzazione tra i processi che lavorano a compartimenti stagni.
Quindi, ritornando al discorso che facevamo all’inizio del capitolo, sistemando e migliorando il processo fisico, rendendo scorrevole il fluire dei materiali in officina, si rende anche più snello il flusso informativo che è anch’esso tirato dalla domanda e dall’avanzamento dei materiali in produzione.
Lavorare con quest’obiettivo in testa significa raggiungere un livello tale di stabilità e di linearità del processo che permette al responsabile di produzione (o alla funzione dedicata) di concentrarsi su attività a valore (es: attività di miglioramento continuo) invece di affannarsi quotidianamente a spengere incendi e riprogrammare il non programmabile ☹.
Spero di non essermi dilungato troppo nell’esposizione e soprattutto spero di essere stato chiaro; quindi, che aspetti, procedi subito alla mappatura del valore della tua officina.
Nel prossimo capitolo, imposteremo la mappatura dello stato futuro; scopriremo come darsi un obiettivo a cui far tendere la nostra officina per far scorrere una volta per tutto il valore.
A presto,
Paoletti Leonardo
Lean Manager
Officine Cucini Srl

Mechanics: passion becomes a profession
Cucini has always believed in passion; we were born from the passion of Vittore Cucini when in 1963, with his ideas as a visionary, he founded the mechanical workshop in the historic certaldo plant. Over the years we have trained many young people and carried on passions and created new opportunities.
Today Anna will tell us about her experience and how a passion of hers later became her profession.
"My passion? I just don't know where it comes from. From what I remember, I always had it.
It's probably a passion inherited from my father, so we can also say that, in my case, it's genetics.
Being a girl with a small body, almost no one believed in me, in my skills and in the will to ardently follow my passion. Being very shy at the time, it was not easy at all at school.
In high school I chose the branch of "mechanics and mechatronics", and of course, I was the only girl in a class of boys. It was hard not to listen to all those people who told me I would never make it, that the job of mechanic is not a "female" thing.
I have to say I nearly started believing it, too.
But despite all the difficulties and all the times I felt out of place and had the wrong way, I graduated and immediately set out in search of a job, obviously in the mechanical workshops.
Initially I had returned to the workshop of a dealership where I had done the internship during the school period, but I had no future. The owner did not believe in me, he did not want me to be behind my colleagues to learn how to work, how to solve the problems encountered. In those days I was just making coupons, tire change and changing brake pads (not that there is anything wrong, but I wanted to learn how to do everything, or at least almost everything).
I was so happy to work in the workshop, to get my hands dirty, that I didn't really notice that I wasn't growing up professionally.
I have to thank the only colleague who believed in me and saw my passion, my commitment and all the soul I put in, thanks to him I gave value to myself and my expectations, so I looked for another job.
It was at that moment that I met Simona Cucini (owner of Officine Cucini). It seemed incredible to me to have found someone who fully believed in my abilities. A company that would allow me to carry on my passion.
At Cucini I was able to really enter the heart of machines and the world of mechanics. The company has allowed me to grow both professionally and personally, with training courses, very competent colleagues and a family that loves mechanics and everything that follows.
So yes, can I say that my passion has become my profession and what could be better than waking up in the morning and going to work with a smile?

Anna Bongiovanni
Tel. +39 0558073284
Ufficio Tecnico
e-mail ingegneria@cucini.it
Meccanica: la passione diventa professione
Cucini ha sempre creduto nella passione; siamo nati dalla passione di Vittore Cucini quando nel 1963, con le sue idee da visionario, ha fondato l’officina meccanica nello storico stabilimento di Certaldo. Negli anni abbiamo formato molti giovani e portato avanti passioni e creato nuove opportunità.
Oggi Anna ci racconterà la sua esperienza e come una sua passione sia poi diventata la sua professione.
"La mia passione? Esattamente non lo so quando è nata. Da che ne ho memoria l’ho sempre avuta.
Probabilmente è una passione ereditata da mio padre, quindi possiamo anche dire che, nel mio caso, si tratta di genetica.
Essendo una ragazza con una corporatura minuta, quasi nessuno credeva in me, nelle mie capacità e nella volontà di seguire ardentemente la mia passione. Essendo ai tempi molto timida, non è stato per niente facile a scuola.
Alle superiori scelsi il ramo della “meccanica e meccatronica”, e, naturalmente, ero l'unica ragazza in una classe di ragazzi. Difficile era non ascoltare tutte quelle persone che mi dicevano che non ce l’avrei mai fatta, che il lavoro di meccanico non è cosa da "femmina".
Devo dire che, delle volte, stavo quasi per iniziare a crederci anche io.
Ma nonostante tutte le difficoltà e tutte le volte in cui mi sono sentita fuori luogo e di aver sbagliato strada, mi sono diplomata e mi sono messa subito alla ricerca di un lavoro, ovviamente nelle officine meccaniche.
Inizialmente ero ritornata nell’officina di una concessionaria dove avevo fatto lo stage nel periodo scolastico, ma li non avevo futuro. Il titolare non credeva in me, non voleva che stessi dietro ai miei colleghi per imparare come lavorare, come risolvere i problemi riscontrati. A quei tempi facevo solamente tagliandi, cambio gomme e cambio pasticche freni (non che ci sia niente di male, ma io volevo imparare a fare tutto, o comunque quasi tutto).
Ero così contenta di lavorare in officina, di sporcarmi le mani, che non facevo molto caso al fatto che non sarei cresciuta professionalmente.
Devo ringraziare l’unico collega che credeva in me e vedeva la mia passione, il mio impegno e tutta l’anima che mettevo, grazie a lui ho dato valore a me stessa ed alle mie aspettative, quindi ho cercato un altro posto di lavoro.
Fu in quel momento che incontrai Simona Cucini (titolare di Officine Cucini). Mi sembrava incredibile aver trovato qualcuno che credesse a pieno nelle mie capacità. Un'azienda che mi permettesse di portare avanti la mia passione.
In Cucini sono potuta entrare veramente nel cuore delle macchine e nel mondo della meccanica. L'azienda mi ha permesso di crescere sia professionalmente che personalmente, con corsi di formazione, colleghi molto competenti e una famiglia che ama la meccanica e tutto ciò che ne consegue.
Quindi si, posso dire che la mia passione è diventata la mia professione e cosa c’è di meglio di svegliarsi la mattina ed andare al lavoro con il sorriso?"
Anna Bongiovanni
Tel. +39 0558073284
Ufficio Tecnico
e-mail ingegneria@cucini.it

Climber 4x4
"Il Climber 4x4 è operativo in qualsiasi condizione grazie alla sua efficienza alla sua aderenza estrema e al peso dell’allestimento minimo che permette di affrontare senza difficoltà percorsi fuoristrada e forti pendenze. La possibilità di disinserire la trazione integrale del Climber garantisce inoltre un risparmio notevole in termini di carburante e di usura del motore e degli pneumatici rispetto ai modelli tradizionali di 4x4.
Un veicolo che ha la massima portata, un minimo ingombro e bassi costi di gestione.
Climber è progettato e realizzato da Officine Cucini, fiore all’occhiello del costruttore italiano, 100% Made in Italy. Silenzioso con meno vibrazioni e massima agilità.
Componenti interamente riciclabili e minori emissioni inquinante. Viene offerto sul mercato in tre modelli: Chassis (cabinato), Pick-up e Tipper. Con il cassone Titanium di Officine Cucini, realizzato in acciaio zincato ad alta resistenza, leggero come l’alluminio e forte come l’acciaio.
Questa proprietà permette di ridurre lo spessore delle lamiere utilizzate e di conseguenza il peso. La zincatura a caldo, con la particolare verniciatura a polvere di poliestere, senza solventi tossici, offrono una protezione totale contro la corrosione al cassone, garantita sei anni da Officine Cucini.
Con Titanium il veicolo conserva un alto valore residuo nel tempo grazie al fatto che l’allestimento con il passare degli anni mantiene inalterate le sue caratteristiche strutturali, funzionali ed estetiche, con ricambi e accessori sempre disponibili.
CLIMBER 4×4 è un mezzo di trasporto inarrestabile e personalizzabile con tutti gli allestimenti delle gamma Cucini. Grazie alla modifica si ottiene una maggiore stabilità grazie alla forza della trazione integrale disinseribile, unita alla versatilità delle marce ridotte."
Come Il Mondo Dei Trasporti ha aperto l'articolo di oggi sul nuovo climber 4x4.
Qui trovate l'articolo completo.
Buona lettura
Value Stream Mapping- Costruzione della Current State Map
Siamo giunti al secondo capitolo della serie dedicata alla Mappatura del flusso del valore (qui trovi il link del primo articolo); nel primo articolo, passando per l’introduzione in cui si elencavano gli obiettivi del lavoro, siamo giunti al reperimento delle informazioni e dei dati da inserire nella mappa.
Nell’articolo di oggi andremo quindi a costruire la mappa (mappa riferita allo stato attuale della nostra officina) e quindi affronteremo la parte più pratica arrivando infine a decifrare e dare un significato utilizzabile al risultato finale.
La premessa importante e soprattutto il prerequisito fondamentale nella costruzione della mappa è un minimo di conoscenza di simbologia del VSM.
Non mi dilungherò nell’elenco dei simboli in quanto potete trovare sul web tutto il materiale necessario (altrimenti vi annoiereste al solo pensiero di arrivare in fondo alla lettura di questo articolo).
Penso sia importante utilizzare la suddetta simbologia perché è fondamentale riuscire, in modo visual, a poter avere un linguaggio unico e condivisibile.
Vado quindi a proporre il risultato della parte inferiore della VSM (in cui sono stati inseriti dei dati dimostrativi per motivi di privacy aziendale) nell’immagine seguente, per poi andare a commentare il risultato:
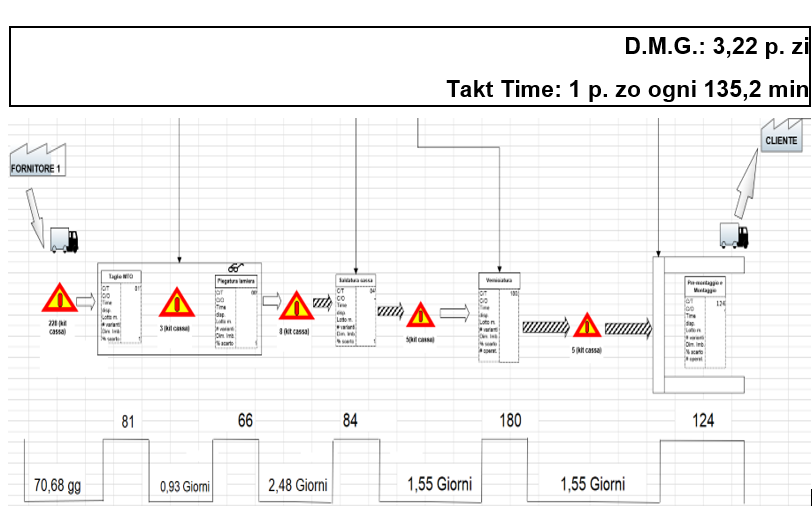
Commentiamo insieme ciò che è riportato nell’immagine:
- Si parte sempre scrivendo la DMG che è il dato principe (la base di partenza) del nostro lavoro.
- Si divide il processo produttivo in process box consequenziali à una process box per ogni macroprocesso all’interno dell’impianto (nel nostro caso partendo dal fondo abbiamo: pre-montaggio ribaltabile e montaggio, verniciatura, saldatura, piegatura e taglio)
- Per ogni process box e quindi per ogni macroprocesso si inseriscono i dati tecnici (C/T -- tempo ciclo, C/O--tempo set-up, N° OPERATORI, MINUTI DISPONIBILI ecc..) ; nel nostro esempio della foto è stato riportato e indicato solo il C/T(tempo ciclo) di ogni processo perché ci servirà tra qualche istante.
- Tra una process box box e l’altra, si indica con il simbolo di attenzione quanti componenti sostano in attesa di lavorazione(nel nostro esempio quanti kit “cassa”) tra un macroprocesso e l’altro(ad esempio quanti kit cassa sostano tra la saldatura e la verniciatura)
- Si costruisce la time line inferiore: linea “bassa” in corrispondenza dei segnali di attenzione(materiale in attesa) e linea “alta” in corrispondenza delle process box(materiale in lavorazione)
- Si inseriscono i dati nella time line:
- C/T della lavorazione corrispondete su tutte le line alte(ad esempio nella linea alta corrispondente alla Verniciatura va riportato il C/T riportato all’interno della process box Verniciatura)
- (N° Pezzi in attesa)/DMG su tutte le linee alte(avendo ad esempio 5 kit cassa in attesa tra saldatura e verniciatura e una domanda media giornaliere di 3,22 pz al giorno, nella linea bassa corrispondente della time line dovremo riportare 5/3,22= 1,55 gg
- Si calcola l’indice di flusso, ovvero il parametro che indica il rapporto tra il tempo necessario alla trasformazione (tempo in cui si crea il valore) e il tempo totale di attraversamento (LT di produzione)
| Tempo attesa: 34735 min (77,53 gg)
Tempo ciclo: 535 min (1,18 gg) Lead time: 35270,5 min (78,3 gg) Indice di flusso (TC/LT): 1,5% |
Vediamo come calcolare l’indice di flusso:
- Calcola il tempo di attesa Ta (somma tutti i tempi delle linee basse della time line)
- Calcola il tempo ciclo totale C/T tot(somma tutti i tempi delle linee basse della time line)
- Calcola il Lead Time LT (Ta + C/T tot)
- Calcola l’indice di flusso come il rapporto tra C/T tot e LT e moltiplica per 100.
L’indice di flusso in valore assoluto ci dice poco e niente dello stato del nostro sistema, ma ci dà un indicatore di partenza su cui valutare in futuro gli effetti dei miglioramenti che verranno applicati.
In valore assoluto, avrete sempre degli indici di flusso molto bassi, in quanto l’incidenza alta sul conteggio del nostro Lead time è dovuta allo stoccaggio della materia prima che spesso incide più del 90% sul tempo di attraversamento.
E’ chiaro che togliendo dalla timeline la parte dei 70,68 gg di attesa dovuti alla quantità di lamiera a stock, si riesce ad avere una stima più che ragionevole del tempo di attraversamento che intercorre dalla materia prima al prodotto finito.
L’analisi della parte inferiore della VSM (la parte superiore, in cui si analizza il flusso informativo del processo verrà analizzata nel prossimo articolo) ci dà ulteriori informazioni oltre all’indice di flusso; permette al Value stream manager di prendere decisioni su quali siano le priorità e i processi che più impattano sul dilungamento del lead time produttivo. E’ chiaro che i processi tra i quali ho più materiale in attesa saranno i primi a dover essere analizzati per porre rimedio al problema e per permettere un miglior scorrimento del flusso.
Perché, e lo ricordo per l’ennesima volta, l’obiettivo principale è FAR SCORRERE IL MATERIALE e non accumulare il materiale tra un processo e l’altro.
Spero di essere stato il più chiaro possibile e di non avervi annoiato; continueremo a parlare della VSM nel prossimo articolo in cui parleremo di flusso informativo e di FSM (Future State Map).
Alla prossima,
Paoletti Leonardo
Lean Manager
Officine Cucini Srl